
Glashütte Originalグラスヒュッテ・オリジナル マニュファクトリー体験記
時計の品格を決定する
緻密で繊細な装飾加工

2階の工房で主に行われているのが、ペルラージュ(小さな円形の磨き模様)や「グラスヒュッテ・リブ」と呼ばれるストライプ模様、香箱車などへのダブル・サンバースト装飾(歯車の表面に施す二重に取り巻く放射状模様)、などの装飾加工である。
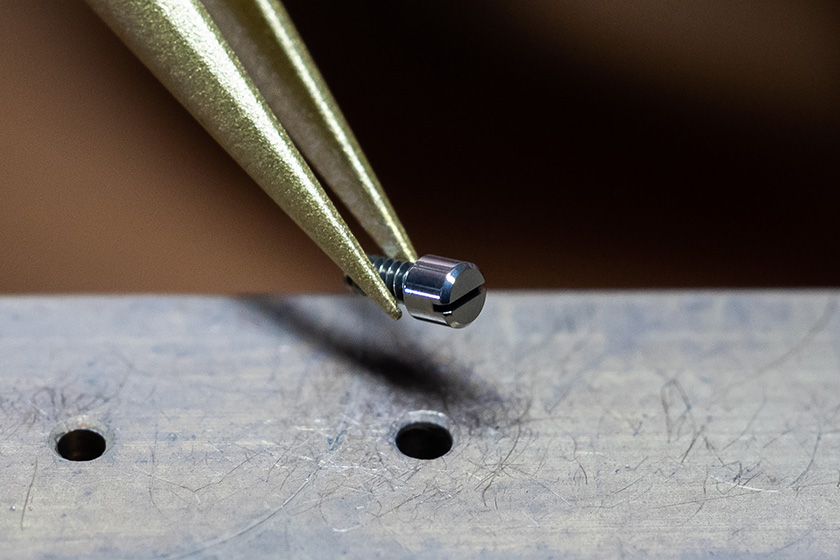
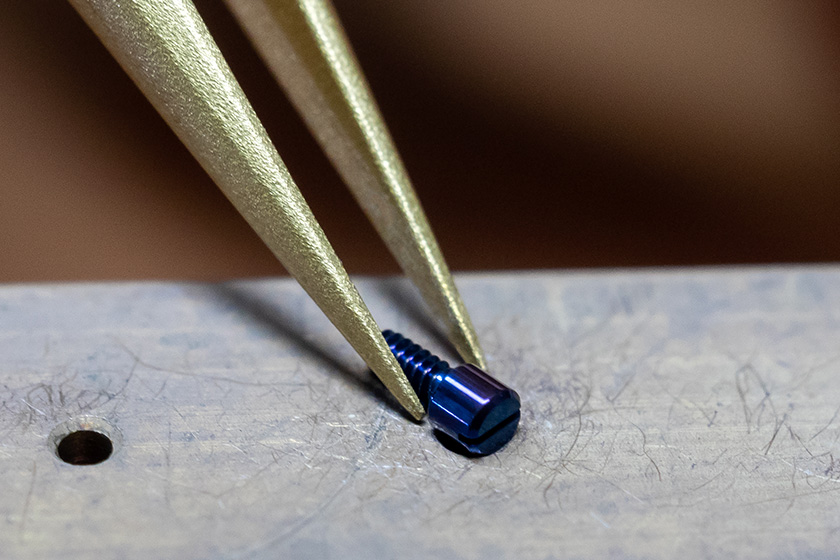
1階で製造され、厳密な検査に合格した部品は2階の部品加工の工房に持ち込まれ、ペルラージュ装飾(小さな円形の磨き模様)、4分の3プレート(歯車を保持するブリッジ)への「グラスヒュッテ・リブ」と呼ばれるストライプ模様、香箱車などへのダブル・サンバースト装飾(歯車の表面に施す二重に取り巻く放射状模様)、プレートやシャトンを固定するビスのブルースチール仕上げといった各種の装飾仕上げが施される。
これらの装飾には高級時計としての価値を高めるためと、腐食防止という実用的な意味がある。なお、前回取材時(2007年)にはグラスヒュッテで行われていたテンプ受け等のハンドエングレービングは現在、フォルツハイムの文字盤工場で行われている。実は当時のレポートでもお知らせしたが、グラスヒュッテ・オリジナルでは当時から技能者をバイエルン州カウフボイレンの彫金学校に派遣し、技術を磨いていた。つまりエングレービングはグラスヒュッテより、同じドイツ南部のバーデン=ヴュルテンベルク州フォルツハイムの工場のほうが人材を得やすく、技術も高いということなのだろう。
さて、2階で美しく加工された部品の一部は3階の研磨工房に送られて、さらに美しさを増す。この工房ではスチール部品の鏡面研磨やゴールドのシャトンを介しての地板へのルビーの取り付けなどを行う。なかでも見所は グラスヒュッテ・オリジナルの特徴のひとつである優美なスワンネックの研磨。この部品のサイズは長さ7.8mm、幅3.4mm、高さ0.54mm。この表面と面取り部分に鏡面仕上げを施し、内側をマット仕上げする。特に鏡面研磨は錫の棒を使った「ティン・ポリッシング」という伝統技法。これはダイヤモンドペーストを付けた錫の棒で表面を磨き、鏡のようにピカピカに仕上げるのだ。
プレート加工を施す「ガルバニック・デパートメント」もあり、ここではニッケル、ゴールド、ロジウムなど各種金属を化学的にコーティングする処理が行われている。
ペルラージュ装飾



グラスヒュッテ・ストライプ装飾



スワンネックの研磨




ブルースチール仕上げ
取材・文:名畑政治 / Report&Text:Masaharu Nabata
写真:堀内僚太郎 / Photo:Ryotaro Horiuchi
協力:スウォッチグループ ジャパン グラスヒュッテ・オリジナル / Thanks to:Glashütte Original
INFORMATION

グラスヒュッテ・オリジナル(GLASHÜTTE ORIGINAL)についてのお問合せは・・・
スウォッチ グループ ジャパン株式会社 グラスヒュッテ・オリジナル ブティック銀座
〒104-8188 東京都中央区銀座7-9-18
TEL: 03-6254-7266
グラスヒュッテ・オリジナル ブランドページを見る
